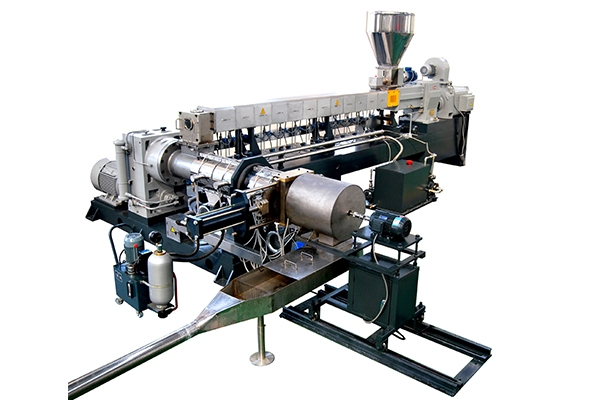
双螺杆挤出机的结构原理,双螺杆挤出机过程的基本机制很简单,一个螺杆在圆筒中旋转,推动塑料向前。双螺杆挤出机结构是缠绕在中心层周围的斜面或斜面,以增加压力,以克服大阻力。就挤出机而言,在工作时需要克服三种阻力:一是摩擦力,包括固体颗粒(进给)对筒壁的摩擦和螺杆旋转几次时(进给面积)它们之间的相互摩擦。二是熔体在汽缸壁上的粘附。熔体推进过程中内部的物流阻力。
双螺杆挤出机的减速原理,在大多数挤出机中,双螺杆挤出机转速的改变是通过调节电机转速来实现的。驱动电机通常以1750rpm左右的全速转动,这对于挤出机螺杆来说太快了。在如此高的速度下,会产生太多的摩擦热,塑料的停留时间也会太短,无法产生均匀的、容易搅拌的熔体。典型的减速比应该在10:1到20:1之间,可以使用齿轮或块,但使用齿轮,并将螺钉放置在一个大齿轮的中心。
双螺杆挤出机的温度的原则,可挤压塑料是热塑性塑料,加热时熔化,冷却时再次凝固。因此,在挤压过程中需要加热,以确保塑料能达到熔融温度。一层刻度进给预热和料桶/模具加热器可能在启动上起到和非常重要的作用,其他电机进入能量,并克服了电机旋转时缸体上的粘性熔体丝杠的阻力产生的热量,而所有的塑料都是重要的热量来源。
根据牛顿定律,如果一个物体在某一方向静止,那么该物体在该方向处于平衡状态。对于圆周运动的螺杆,没有轴向运动,也就是说,螺杆所受的轴向力处于平衡状态。因此,如果螺丝对塑料熔体向前施加一个大推力,它也会对另一个物体在相同方向上向后施加一个相等的推力。很明显,推力应用在推力轴承后面的进料口。